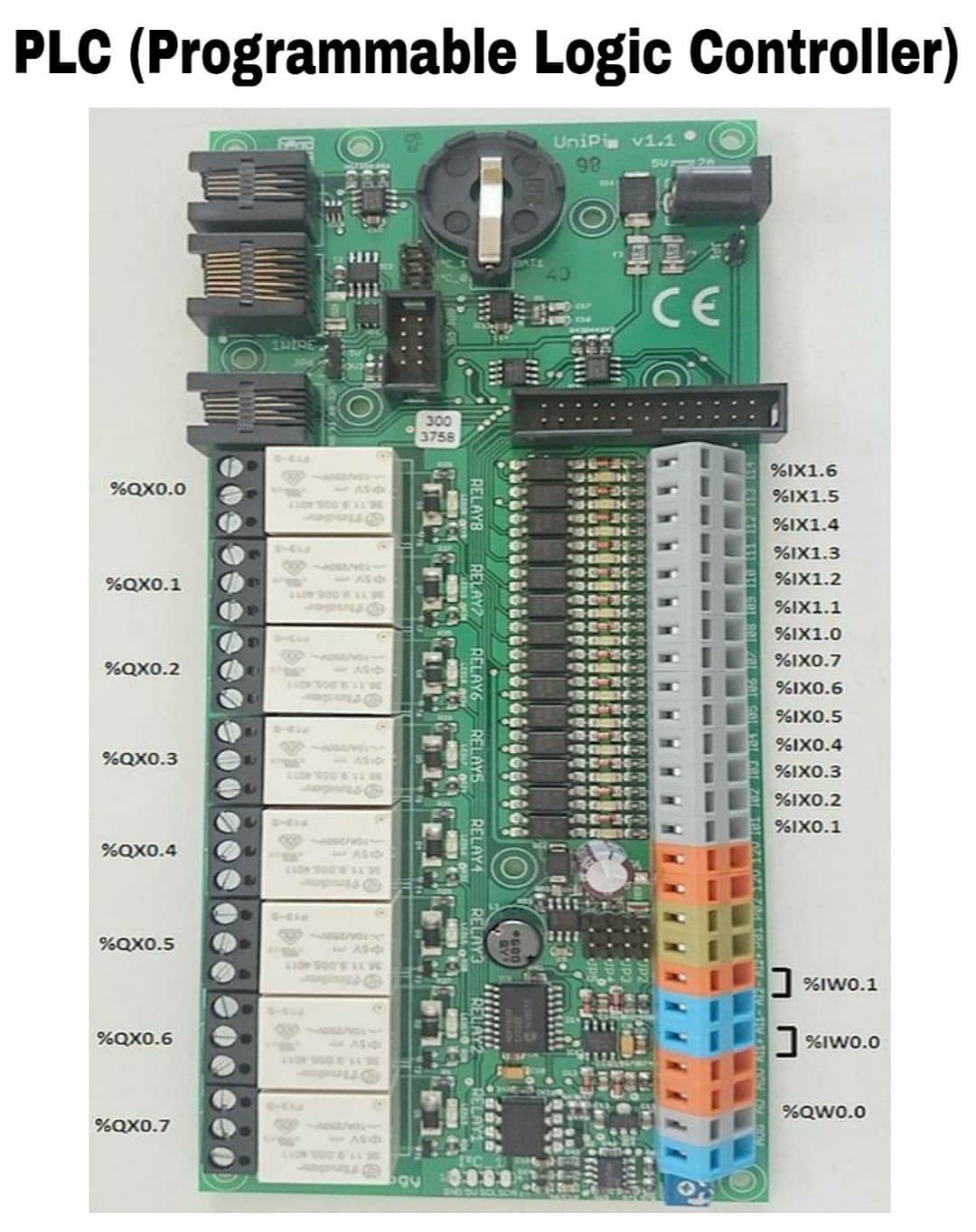
Günümüzde endüstride hemen hemen her alanda el değmeden eğitim sürecine girilmiştir. El değmeden gerçekleştirilen üretimlerde PLC’ler kullanılmaktadır. PLC “Programlanabilir Lojik Kontrolör” İngilizce kelimelerinin baş harflerinin alınarak kısaltılması ile oluşur. PLC bir bilgisayara benzetilirse; girişlerinde Mouse ve klavye yerine basit giriş bağlantıları vardır. Yine çıkışlarında ekran yerine basit çıkış bağlantıları vardır. Girişlere bağlanan elemanlara sensör, çıkışlara bağlanan elemanlara da iş elemanı denir.
Endüstri devriminde görüldü ki ; kaliteyi arttırmak ve kütlesel (çok sayıda) üretim için mekanizasyon ve otomasyon uygulamalarına gerek vardır. Mekanizasyon sistemlerinde üretimin kalitesini istenen seviyede tutmak için çalışanların çok iyi eğitilmiş , tecrübeli olması ve zamanlama fonksiyonlarının da tam olması gerekir. Mekanizasyondan otomasyona geçiş için ilk uygulamalarda kam kontrollü makineler kullanıldı.
Bu kontrol sistemi sadece bir makine için geçerli idi. Diğer bir üretim sürecine aynı sistemi uygulamak olanaklı değildi. 1900 ‘lü yılların başında üretim süreçlerinde elektrikli anahtarlama sistemleri yoğun olarak kullanılmaya başlandı. Mekanik sisteme yön veren otomasyon sistemlerinde elektrikli kontrol devreleri ile donatıldı. Bu devrelerde kullanılan temel elektrik elemanı şuan bile yaygın olarak kullanılan röledir. Rölenin bir kontrol sisteminde üstlendiği başlıca görevler şunlardır:
- Düşük güç seviyelerinden yüksek güç seviyelerine geçmek.
- Kontak çoğaltmak.
- Bobin ve kontak tarafındaki gerilimi birbirinden izole etmek.
- Bellek elemanı olarak işlev görmek.
Bu özellikleri sayesinde röleler otomasyon sistemlerinde gerekli lojik bağlantıların yapılabilmesini sağlamaktadır. Röleli uygulamalarda kamlı sistemlerde görülen mekanik aşınma sorunları görünmemekle birlikte kontaklar ark nedeni ile aşınmakta veya işlevleri bozulmaktadır. Röleli kontrol sistemlerinde de kontrol devresi sadece bir kontrol işini yapabilecek şekilde gerçekleştirilir. Kontrol sisteminde yapılacak değişiklik için kablo bağlantılarının yeniden yapılması gerekir.
Endüstriyel üretim süreçlerinde otomasyon uygulamalarına ihtiyaç arttıkça araştırma geliştirme çalışmaları bu ihtiyaçlara cevap verecek ürünleri geliştirmeye yönelmiştir. Yarı iletken devre elemanlarının geliştirilmesi ile yarı iletken devre elemanlarından meydana gelen röleler kullanılmaya başlandı. Bu rölelerin hareketli parçalarının olmaması nedeni ile aşınma ve ark gibi sorunlardan da kurtulmuş olundu. Yarı iletken devre elemanları teknolojisindeki gelişmelere paralel olarak meydana gelen bilgisayar konusundaki gelişmeler endüstriyel otomasyon uygulamalarına büyük yenilikler getirmiştir.
Bilgisayar teknolojisindeki yeniliklere endüstriyel üretim süreçlerinde kullanılması için geliştirilen PLC’ler ekleninceye kadar elektrikli kontrol devreleri röleli lojik bağlantılar yardımıyla gerçekleştirilmiştir. Özellikle büyük sistemlerde röle sayısının çok olması nedeni ile büyük kontrol panolarına ihtiyaç duyulmakta , montaj ve bakım çalışmalarına fazla zaman ayrılmakta idi. Endüstriyel üretim süreçlerinde bilgisayarların etkin olarak kullanımı PLC’lerle başlamıştır.
PLC’lerin kullanılmaya başlanmasından sonra çok karmaşık kontrol süreçleri endüstriyel bilgisayar da denebilecek bu elemanlarla gerçekleştirilmeye başlanılmıştır. Klasik kontrol panosu içinde bulunan elektromekanik elemanların (röleler , zaman röleleri , sayıcılar) hemen hepsi PLC içinde bulunmaktadır. PLC ; programlanabilir lojik kontrol organlarının kısaltması olarak literatüre yerleşmiştir. Bazı literatürlerde PLC yerine PC (Programmable Controller) kullanılmaktadır.
Siemens literatüründe de PC olarak kullanılmaktadır. Bu isimlendirme bazen kişisel bilgisayar (Personal Computer) kısaltması ile karışıklık yaratmaktadır. Günümüzde PLC’ler endüstriyel uygulamaların pek çok alanında kullanım yeri bulmuştur. Ancak otomasyon süreçlerinde genellikle pnömatik kontrolün işlemci grubu olarak kullanılmaktadır. Bir kontrol sürecinde makinenin içinde bulunduğu durum algılayıcılar tarafından algılanmakta ve bu bilgiler PLC giriş modülüne alınmaktadır.
PLC’ de işlenen bilgiler çıkış modülü yardımı ile iş elemanlarını tetikleyecek kumanda elemanlarını enerjilemektedir. Bu elemanlar pnömatik kontrolde selenoid valf bobinleri olmaktadır. Son yıllarda , endüstriyel üretim tesislerinin kontrol devrelerinde programlanabilir mikroişlemci tabanlı cihazların yoğun olarak kullanılmakta olduğu ve yurdumuzda da bu yöndeki eğilimin arttığı gözlemlenmektedir. Bu cihazlar Programlanabilir Kontrolör (PCs) ,
Programlanabilir Lojik Kontrolör veya Programlanabilir Otomasyon Cihazları olarak anılmaktadır. Bu cihazların yurdumuza ilk olarak PLC adı altında girmeleri nedeniyle , bu konuda çalışan teknik elemanlar genellikle PLC adını kullanmayı tercih etmektedir. Fakat bu cihazların lojik bağlantılara dayanan kumanda işleminden başka , içerdiği bazı matematik fonksiyonlar ve PID gibi kontrol modülleri ile geri beslemeli kontrol sistemlerinde de kullanıldığı görülmektedir.
Bu nedenle , bu cihazlara Programlanabilir Kontrolör “PCs” denilmesini savunanlar çoğunluktadır. Programlanabilir Kontrolör “PCs” kısaltılmış söylenişin kişisel bilgisayarlara verilen kısaltma ismi PC ile karıştırılmaması için “s” takısı eklenmiştir. Birçok PLC üreticisi firmanın bu ismi kullanma eğilimi gittikçe artmaktadır. Sadece lojik fonksiyonları içeren makinelere PLC denilmesinin daha uygun olduğu söylenebilir.
PLC ÇEŞİTLERİ:
Motor kontrol devrelerinde veya diğer yüklerin kumandasında değişik özelliklere sahip kumanda elemanları ve kumanda sistemleri kullanılmaktadır. Genel olarak kumanda sistemlerini iki grupta ele alabiliriz. Bunlar;
- Klasik kumanda sistemleri ve Elektronik kumanda sistemleridir.
- Klasik kumanda sistemleri çoğunlukla mekanik açılıp kapanan kontaklarla yani ; buton , kontaktör , zaman rölesi vb. gibi elemanlarla gerçekleştirilir
- Elektronik kumanda sistemleri ise iletim ve kesime geçen diyot ,transistor ,entegre ( IC ) gibi yarı iletken elemanlarla gerçekleştirilir.
- Bir kumanda devresi gerçekleştirilirken hangi tip sistemin tercih edileceği değişik ölçütlere bakarak (ekonomiklik , çalışma süresi , güç harcaması , boyutları , ısıya dayanırlığı vb.) kararlaştırılır. Fakat bu iki sistemin de ortak bir özelliği vardır. Tesisi yapılan kumanda devresi belirli bir çalışma şeklini gerçekleştirir. Yani bu haliyle sabit bir tesis özelliği gösterir.
Başka bir çalışma şeklini gerçekleştirecek kumanda devresinin tesis edilmesi için ya yeni kumanda elemanları ile ya da eskileri ile devre bağlantılarının yeniden yapılması gerekir. Doğal olarak devre bağlantılarının yeniden yapılması demek , elemanların birbirlerine iletkenlerle lehimlenerek veya vidalarla tutturularak bağlanmasıdır. Sonuçta yeni bir sistem uygulanacağında bağlantıların ve elemanların değiştirilmeden yeni sisteme adapte olunmasını sağlayacak bir sistem arayışı ortaya çıkmıştır.
Bu yeni kumanda sistemi , yeni kumanda devreleri için devre bağlantılarının lehimleme veya vida bağlantısı olmaksızın yapılmasına imkan sağlayan " Programlanabilir Kumanda " sistemi olarak adlandırılmıştır. Programlanabilir Kumanda Cihazı ,PLC ( Programmable Logic Controller) veya PLC olarak kısaca gösterilir.Günümüzde PLC'lerin oldukça geniş kullanım alanı oluşmuştur. Bunlardan bazıları enerji dağıtım sistemleri ,fabrika otomasyonu ,asansör tesisatları , konvayörler vb.
Bu PLC’ler kullanım alanlarının farklılığından dolayı tek çeşit değildir , farklı firmalar tarafından ve farklı çeşitlerde üretilmişlerdir. Örneğin ; MITSUBISHI , HITACHI , TELEMECANIQUE , OMRON , TEXAS INST , ALLEN-BRADLEY ve SIEMENS. Bunların da kendi aralarında piyasada farklı çeşitleri bulunmaktadır; mesela SIEMENS firması önceleri SIMATIC S5’i üretmiştir daha sonra bir üst modeli olan SIMATIC S7 ‘yi çıkartmıştır.
PLC’lerin Temel İşlevleri:
Kontrol sistemlerinde belli lojik bağlantıların yapılması gerekir. Belirli girişlerin sağlanması yada sağlanmaması durumunda sisteme ait durumun değiştirilmesi için bazı çıkışların üretilmesi gerekir. Bu da PLC’ler tarafından sağlanır. PLC’lerin bu işlevini yerine getirebilmesi için aşağıdaki işlevleri yerine getirebilmesi gerekir.
¨ Temel ve kombinasyonal lojik ifadeler (AND , OR , AND-NOT , OR-NOT)
¨ Zamanlama işlevi
¨ Sayıcı işlevi
Bunlardan başka değişik matematiksel işlevleri ; oransal (proportional) , türev (derivative) ve integral (entegral) (PID) işlevlerini gerçekleme kapasitesine sahip programlanabilir kontrol cihazları da vardır. Endüstriyel Otomasyon Devrelerinde PLC’nin Tercih Edilmesinin Nedenleri
¨ Kontrol devresinin işlevi yazılımla sağlandığından , kontrol devresini tasarlamak , röleli bir devrenin tasarımından daha kolaydır.
¨ Bütün kontrol işlevleri yazılımla gerçeklendiğinden , farklı uygulama ve çalışma programlarını sağlamak çok kolaydır.
¨ Röleli kontrol devrelerine göre çok az yer kaplarlar.
¨ Güvenilirliği yüksek , bakımı kolaydır. Devrelerde arıza aramayı kolaylaştırır.
¨ Bilgisayarla ve diğer kontrolörle haberleşme olanağı vardır. Bu özelliği bilgisayarlı otomasyon işlevine olanak sağlar.
¨ Arıza yapma ihtimali azdır. Bir PLC için arızalar arası ortalama yaklaşık olarak 8000 saattir.
¨ Kötü çevre koşullarında , özellikle tozlu ortamlarda , röleli kumanda devrelerine göre daha güvenilirdir.
¨ Kontrol algoritmasının tasarımı kolaydır. Bu konuda çalışan personele zaman ve emek tasarrufu sağlar.
PLC ile Bilgisayarlı Kontrol Sistemlerinin Karşılaştırılması:
PLC’lerin çalışma ilkeleri bilgisayarların çalışma ilkelerine çok benzer. Ancak bu sistemleri birbirinden ayıran birinci etken , PLC’ler endüstriyel üretim sistemlerinin çalışma bölgelerinde bulunan yüksek derecede elektriksel gürültü , elektromanyetik bozucular ve yüksek sıcaklıklara dayanıklı olarak imal edilmeleridir. Bilgisayarlar ve mikroişlemciler bu çevresel etkenler daha az dayanıklılık gösterir.
İkinci önemli ayrım konusu ise ; PLC’lerin programlama , kullanım ve arıza arama yönlerinden daha uygun olanaklar sunmasıdır. Diğer bir ayrım , PLC’leri bir programı baştan sona doğru akan bir şekilde koşturur. Bilgisayarlarda ise programlar değişik sıralarda çok esnek bir şekilde çalıştırılır. Bu dezavantaj son yıllarda geliştirilen PLC’lerde giderilmiştir. Bugünkü gelişmiş PLC’lerde de çok esnek olarak çalışmak olanaklıdır.
Genel Olarak PLC Yapısı:
Programlanabilir Lojik Kontrolörler PLC otomasyon devrelerinde yardımcı röleler , zaman röleleri , sayıcılar gibi kumanda elemanlarının yerine kullanılan mikroişlemci temelli cihazlardır. Bu cihazlarda zamanlama , sayma , sıralama ve her türlü kombinasyonal ve ardışık lojik işlemler yazılımla gerçeklenir. Bun nedenle karmaşık otomasyon problemlerini hızlı ve güvenli bir şekilde çözmek olanaklıdır.
PLC’ler üç ana kısımdan meydana gelir.
- Merkezi işlem bölümü
- Giriş çıkış bölümü
- Program giriş elemanı
Merkezi İşlem Birimi ve Bellek Giriş değerini işaret giriş belleğinden okur. Program belleğine yüklenmiş olan programı yürütür. Sonuç değerlerini çıkış sinyal belleğine yazar.
Merkezi işlem biriminin çalışması ise şu şekilde olur:
Merkezi işlem birimi ve bellek elemanı PLC’ ye lojik bağlantıları yapma olanağı verir. Çalışmaları aşağıda verilen işlemlerin sürekli yinelenmesi şeklinde gerçekleşir.
1. Giriş tarafından gelen bilgileri değerlendirerek kontrol edilen sürecin durumunu sürekli gözetleme
2. Giriş bilgilerini değerlendirerek bellekte yazılı programı çalıştırma.
3. Çıkış işaretinin gerekli olup olmadığına karar verilmesi
4. Çıkış gerekiyorsa çıkış biriminin ilgili çıkışına işaret gönder
5. Birinci adıma dönüş ve aynı işlemlerin yeniden gerçeklenmesi
CPU , bellek elemanları ile birlikte PLC’ ye mantık yürütme yetkisi veren bölümdür. Lojik bağlantıların yapıldığı bölüm CPU’dur. CPU’nun çalışacağı işletim sistemi ile belirlenir. Bu işletim sistemi üretici firmalara göre değişiklikler gösterir. Aynı mikroişlemciyi kullanan iki firmaya ait PLC’ler bile işletim sisteminin farklılığından ötürü değişik sonuçlar verebilir. Performansları farklı olabilir. İşletim sistemi kullanıcıya açık değildir. Aşağıdaki şekilde bu etkileşim gösterilmiştir.